



焊管无缝钢管厂家精选的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:焊管无缝钢管厂家精选的图文介绍


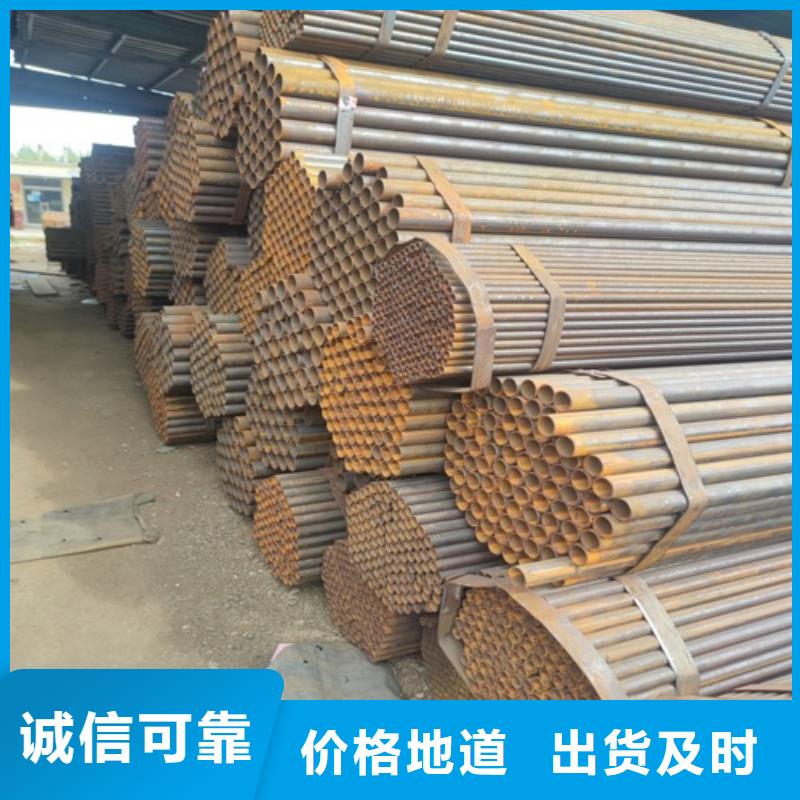
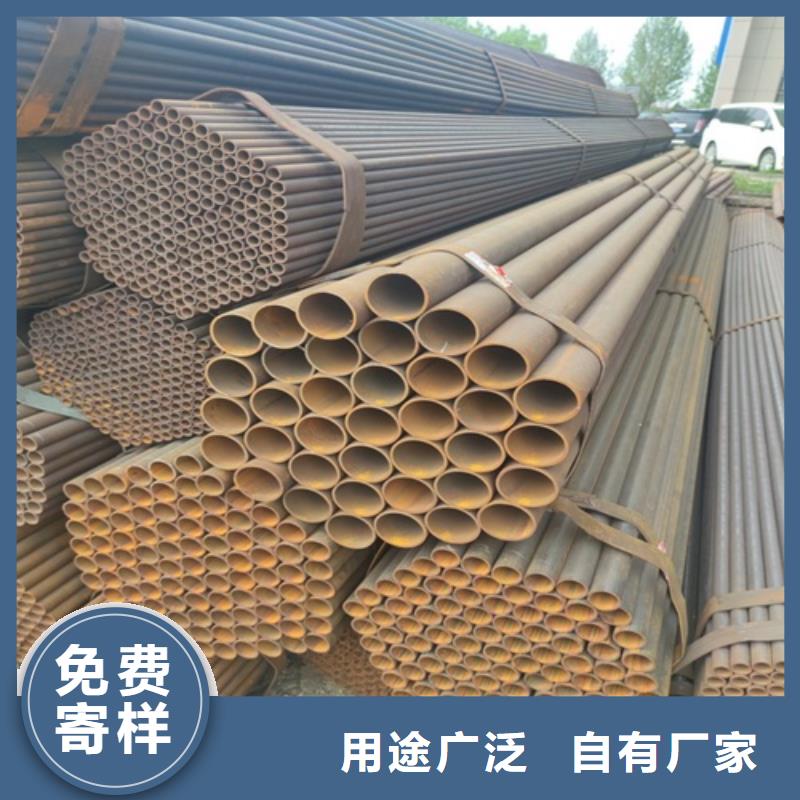
一、高频焊管和普通焊管的焊接方式区别 普通焊管主要以钢板为原材料,经过弯曲焊接制成,而高频焊管是采用带钢或卷板为原材料制成的高频焊管,一般325以下口径的钢管多使用带钢为原材料,325-660口径的钢管多使用卷板为原材料,带钢经过高温和外力的挤压形成一个u形张口的圆精轧管,*后采用高频电流的集肤、邻近效应使钢管边缘融化焊接。 二、高频焊管和普通焊管的强度区别 高频焊管的强度比普通焊管要高,同宽度的原材料能生产不同管径规格的焊管,并且在较窄原材料下也可以生产管径较大的焊管,与同长度的直缝焊管相比,焊缝增加百分之30到百分之一百的长度,钢管强度更高。 三、高频焊管和普通焊管的成本区别 高频焊管和普通焊管都具有成本低、效率高、连续性强的优势,从生产角度来说,高频焊管生产时不产生废气和废水、噪音低、没污染,环保并降低采购成本。 以上就是高频焊管和普通焊管的3个区别,整体来说,高频焊管与普通焊管都是用于流体输送的管道,例如:水、石油、天然气、煤气等物质,使用哪种焊管可根据施工需要自由选择。



鹏鑫钢铁(平湖市分公司)拥有年轻而又富有活力的 无缝钢管设计、生产、销售、售后团队300人,我们重视培养 无缝钢管精英。公司选用了各种优质进口原材料,配合高科技设备,充分运用高新技术成果,在设计和制作的过程中时刻把握 无缝钢管质量,真正体现了倾情设计,精心打造,使每一件 无缝钢管的优势及使用功能都发挥到致j i!


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。



Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。

